|
|
|
|||||||||||
|
||||||||||||
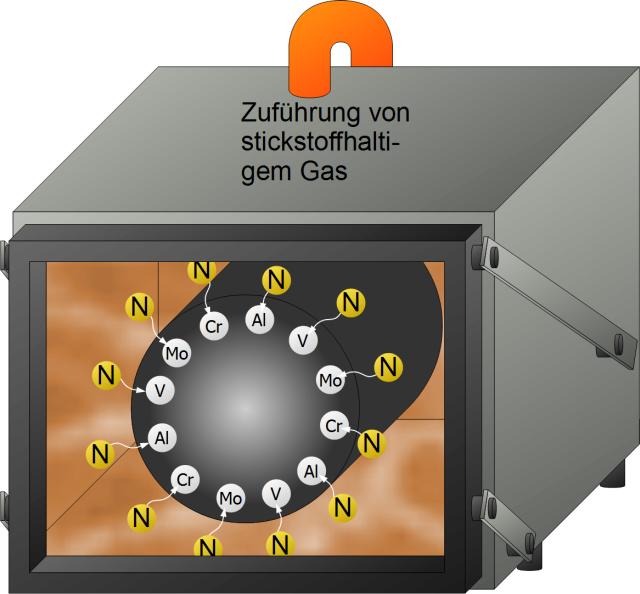
Immer dann wenn Stahlteile besonders hohen Anforderungen genügen oder den Witterungsverhältnissen widerstehen müssen, ist eine besondere Behandlung der Metalle von Nöten. Mit Hilfe einer Wärmebehandlung, durchgeführt durch spezialisierte Härtereien, werden Stähle an bestimmte Anforderungen angepasst. Je nach Anforderungsprofil wird durch die Art und Weise der Wärmebehandlung, dem Stahl eine oder mehrere bestimmte Eigenschaften mitgegeben. Die bekannteste und populärste Methode der Wärmebehandlung ist das sogenannte Nitrieren. Beim Nitrieren wird der Werkstoff in einem Medium (Gas, Plasma oder Salzbad) auf eine Temperatur zwischen 480°C und 590°C erhitzt. Bei diesen Temperaturen löst sich atomarer Stickstoff aus dem Medium und diffundiert in die Oberfläche des Werkstoffes - es entsteht die sogenannte Nitrier- oder Verbindungsschicht, die in der Regel eine Tiefe von bis zu 0,3 Millimetern besitzt. Unterhalb dieser Schicht entsteht durch das Nitrieren eine zweite Schicht - die Diffusionszone mit einer maximalen Tiefe von 0,7 Millimetern.
Stickstoff diffundiert beim Nitrierhärten in den Werkstoff ein - Bild: A.Hoefler Die durch das Nitrieren veränderten Oberflächen des Stahles weisen nach der Wärmebehandlung bestimmte Eigenschaften auf, die gerade für den Einsatz in Automobilteilen von hoher Bedeutung sind:
Neben diesen Verbesserung der Eigenschaften beschreibt eine gewisse Sprödigkeit einen Nachteil des Nitrierens - der so behandelte Stahl ist gegen Schlageinwirkungen nicht mehr so belastbar wie vor der Wärmebehandlung. Damit stellt das Nitrieren also nur für bestimmte Bauteile wie z.B. Zahnräder im Getriebe die optimale Behandlung dar und je nach Anforderungsprofil des Bauteiles muss stets aufs Neue abgewogen werden, welche Wärmebehandlung die erwünschten Eigenschaften am optimalsten erzeugen.
Die Zahnräder des 7-Gang Mild-Hybrid-Doppelkupplungsgetriebes 7HDT300 von Getrag müssen extrem verscchleißfest sein - Bild: Getrag Video einer Vorlesung zum Thema Nitrieren sowie einer kleinen Zusammenfassung vom Randschichthärten
|
|
|||||||||||
|
||||||||||||